 СОП ступенька ОС4
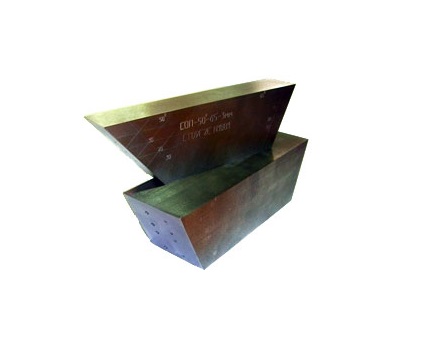
СОП ступенька ОС4
Материал образцов - сталь СТ20, нержавеющая сталь, алюминиевые сплавы и другие сплавы по требованию заказчика. Линейные размеры стандартного образа предприятия "Ступенька" могут быть изготовлены индивидуально по требованию заказчика. Комплект поставки: образец-ступенька с диапазоном толщин 5 - 10 - 15 - 20 - 25 - 30 мм; свидетельство о калибровке (срок действия 3 года).
 СО-3 - стандартный образец
СО-3 - стандартный образец
Производится по стандарту: ГОСТ 14782-86; ТУ 25-06.1847-78. Отличительные особенности: Изготовлен из стали марки 20 по или из стали марки 3 по ГОСТ 14637. Скорость распространения продольной волны в материале образца при температуре 20±5 °С составляет 5900±59 м/с. Геометрические размеры соответствуют требованиям ГОСТ 14782. Комплект поставки: образец СО-3; паспорт; свидетельство о поверке; упаковка.
 Комплект СОП по РД РОСЭК-001-96
Комплект СОП по РД РОСЭК-001-96
Комплект СОП по РД РОСЭК-001-96 включает: Стандартные образцы предприятия (СОП) с плоскими угловыми отражателями (зарубками) - применяют для настройки длительности развертки и чувствительности дефектоскопов при контроле наклонными совмещенными преобразователями листовых и трубных изделий. Образец СОП-2 ступенчатый, с вертикальными цилиндрическими отверстиями - для настройки блоков ВРЧ дефектоскопов при контроле наклонными совмещенными ПЭП; может использоваться для настройки длительности развертки и глубиномера при проведении контроля наклонными совмещенными ПЭП. СОП-3 с плоскодонным отверстием - для настройки контрольной чувствительности, длительности развертки и глубиномера дефектоскопа при контроле околошовных зон и основного металла толщиной менее 20 мм на наличие расслоений. Стандартный образец предприятия СОП-4 с плоскодонными отверстиями - для настройки контрольной чувствительности, длительности развертки, глубиномера и блоков ВРЧ дефектоскопов при контроле околошовных зон и основного металла толщиной 20 мм и более на наличие расслоений. СОП-5 с плоскодонными отверстиями - для настройки браковочной чувствительности и длительности развертки при контроле тавровых сварных соединений, выполненных с полным проплавлением со стороны основного элемента прямыми РС ПЭП, может быть использован для настройки глубиномера и блоков ВРЧ дефектоскопов. Комплект поставки: СОП с плоскими угловыми отражателями (зарубками); СОП-2 ступенчатый, с вертикальными цилиндрическими отверстиями; СОП-3 с плоскодонным отверстием; СОП-4 с плоскодонными отверстиями; СОП-5 с плоскодонными отверстиями; свидетельство о калибровке (срок действия - 3 года).
 СОП "Утюг"
СОП "Утюг"
Стандартный образец предприятия готовится на заказ под требования или чертежам заказчика. Конечная цена зависит от сложности получаемого образца. Для работе с прямыми преобразователями стандартные образцы изготавливают в виде цилиндров, ступенчатых блоков или параллелепипедов требуемой высоты. Со стороны противоположной рабочей поверхности (с донной) вытачивается плоскодонное отверстие по заданным параметрам. Для контроле плоских изделий наклонными преобразователями СОП "Утюг" изготавливают в виде призм или параллелепипедов со скошенными торцами. Со сторон, перпендикулярно углу ввода ультразвуковых колебаний, на различной глубине вытачиваются плоскодонные отверстия. Размеры (диаметры) отражателей устанавливаются нормативно-технической документацией. Плоскодонные отражатели в СОП изготавливают на фрезерных и координатно-расточных станках повышенной или высокой точности. Комплект поставки: СОП "Утюг"; свидетельство о калибровке.
 V2M - стандартный калибровочный образец
V2M - стандартный калибровочный образец
Комплект поставки: образец V2M; паспорт; свидетельство о поверке; упаковка.
V2 - стандартный калибровочный образец
По сравнению с калибровочным образцом №1 (V1; K1) диапазон использования образца №2 (V2; K2) меньше и ограничивается применением с использованием малогабаритных и миниатюрных преобразователей. Калибровочный образец №2 (V2; K2) предназначен для: настройки длительности развертки (диапазона контроля) при работе с прямым ПЭП. Прямой ПЭП устанавливают на боковую поверхность и в зависимости от требуемого диапазона настройки. По числу донных импульсов перемноженных на толщину образца устанавливают требуемый диапазон контроля для прямого ПЭП в миллиметрах; настройки длительности развертки при работе с наклонным ПЭП. Для этого наклонный ПЭП устанавливают в положение А или Б, в зависимости от установки требуемого диапазона настройки, небольшими перемещениями получают максимальный эхо-сигнал от цилиндрической поверхности радиусом 25 мм или 50 мм. Для положения А возможна установка длительности развертки по донным эхо-импульсам от цилиндрических поверхностей на 25 мм, 100 мм, 175 мм; для положения Б возможные установки длительности развертки могут быть 50 мм, 125 мм, 200 мм; определения точки «0» выхода ультразвуковых колебаний и стрелы наклонного ПЭП. Для этого наклонный ПЭП устанавливают в положение А или Б, и небольшими перемещениями получают максимальный эхо-сигнал от цилиндрической поверхности радиусом 25 мм или 50 мм. В этом положении точка выхода «0» расположена в центре радиусов образца (риска напротив отв. Ø 5мм), а стрела отсчитывается по миллиметровой шкале от точки «0» выхода УЗК до торца преобразователя в направлении прозвучивания; определения угла ввода наклонного ПЭП. Для этого ПЭП устанавливают в положения В, для углов ввода 35° ÷ 65°, или Г для углов ввода 65° ÷ 75°. Величину угла считывают при максимальной амплитуде эхо-сигнала от отверстия Ø 5 мм по риске угловой шкалы напротив точки выхода УЗ луча; настройка чувствительности дефектоскопа с прямым ПЭП. (ПЭП может быть в положениях a или b). В положении a последовательность донных эхо-сигналов может применяться в качестве калибра для настройки чувствительности. В положении b используется эхо-сигнал максимальной амплитуды от отверстия Ø 5 мм; настройки чувствительности дефектоскопа при работе с наклонным ПЭП. Для этого могут быть использованы как сигналы от цилиндрических поверхностей радиусом 25 мм или 50 мм, так и сигнал от отверстия 5 мм. Комплект поставки: образец V2; паспорт; свидетельство о поверке; упаковка.
 V1 - стандартный калибровочный образец
V1 - стандартный калибровочный образец
Калибровочный образец V1 (№1) применяют для: настройки глубиномера дефектоскопа и проверки линейности развертки. При этом, в зависимости от требуемого диапазона настройки развертки, прямой ПЭП устанавливают в положение А, B, C или D. Время прохождения продольной волны в оргстекле (положение C) соответствует времени прохождения расстояния 50 мм по стали; настройки глубиномера дефектоскопа для поперечных волн. Для этого наклонный ПЭП устанавливают в положение L и небольшими перемещениями получают максимальный эхо-сигнал от цилиндрической поверхности радиусом 100 мм; настройка скорости развертки для поперечных волн. Для этого прямой ПЭП устанавливают на площадку 91 мм. Время прохождения продольными волнами пути 91 мм соответствует времени прохождения поперечными волнами 50 мм. Таким образом, донные импульсы устанавливаются на 50, 100, 150 и т.д. мм; определения точки выхода УЗК и стрелы наклонного ПЭП. Для этого наклонный ПЭП устанавливают в положение L и небольшими перемещениями получают максимальный эхо-сигнал от цилиндрической поверхности радиусом 100 мм. В этом положении точка выхода расположена в центре радиуса образца, а стрела отсчитывается по миллиметровой шкале от точки выхода УЗК до торца преобразователя в направлении прозвучивания; определения угла ввода наклонного ПЭП. Для этого ПЭП устанавливают в положения М45 для углов ввода 35° ÷ 65° , М70 для углов ввода 60° ÷ 75°. При максимальной амплитуде эхосигнала от отверстия 50 мм по угловым шкалам определяется угол ввода. Для углов ввода 75° ÷ 80° ПЭП устанавливается в положение М80, и при максимальной амплитуде эхосигнала от отверстия Ø 1,5 мм по угловой шкале определяется угол ввода; проверки минимальной глубины прозвучивания, «мертвой» зоны, прямых или раздельно-совмещенных ПЭП (ПЭП в положении F; E (рис. 1)); проверки разрешающей способности прямых ПЭП (ПЭП в положении H рис. V1). На экране дефектоскопа должны быть различимы три импульса: от пропила, от площадки на глубине 91 мм и от донной поверхности 100 мм; задания условной чувствительности дефектоскопа с использованием прямых ПЭП. Преобразователь может быть установлен в положения C, D; задания условной чувствительности дефектоскопа при работе с наклонным ПЭП. В качестве опорных используют эхо-импульсы от внутренней цилиндрической поверхности радиусом 100 мм; от наружных цилиндрических поверхностей Ø 50 мм, Ø 1,5 мм. Также в качестве опорного отражателя используют двугранный угол, образованный плоскостью образца и цилиндрической поверхностью отверстия Ø 1,5 мм. Комплект поставки: образец V1; паспорт; свидетельство о поверке; упаковка.
 СОП с зарубками трубный продольный - стандартный образец предприятия
СОП с зарубками трубный продольный - стандартный образец предприятия
Образцы изготавливаются из сталей следующих марок: ст.20, ст.3. Возможно изготовление СОП из материалов заказчика, аналогичных материалам контролируемых изделий. Комплект поставки: СОП с зарубками трубный продольный; свидетельство о калибровке (срок действия 3 года).
 СОП с зарубками трубный стык свыше 200 мм - стандартный образец предприятия
СОП с зарубками трубный стык свыше 200 мм - стандартный образец предприятия
СОП трубные изготавливаются с двумя зарубками, расположенными на внешней и внутренней поверхностях трубы. Геометрические размеры самих СОПов (диаметр и толщина труб) и зарубок определяются нормативно-технической документацией на проведение контроля. Все стандартные образцы поставляются со свидетельствами о калибровке. Образцы изготавливаются из сталей следующих марок: ст.20, ст.3. Возможно изготовление СОП из материалов заказчика, аналогичных материалам контролируемых изделий, и изготовление до 4-х зарубок на образце, по 4-м документам. Все образцы изготавливаются в соответствии с ГОСТ 14782-86 "Контроль неразрушающий. Соединения сварные. Методы ультразвуковые" по следующим нормативным документам: РД 34.17.302-97 (ОП-501 ЦД-97) "Котлы паровые и водогрейные. Трубопроводы пара и горячей воды, сосуды. Сварные соединения. Контроль качества. Ультразвуковой контроль. Основные положения"; РД РОСЭК-001-96 "Машины грузоподъемные. Конструкции металлические. Контроль ультразвуковой. Основные положения"; СТО 00220256-005-2005 "Швы стыковых, угловых и тавровых сварных соединений сосудов и аппаратов, работающих под давлением. Методика ультразвукового контроля"; СНиП 3.05.03-85 (2000) "Тепловые сети"; ВСН 012-88 "Строительство магистральных и промысловых трубопроводов. Контроль качества и приемка работ. Часть 1"; ПБ 03-585-03 "Правила устройства и безопасной эксплуатации технологических трубопроводов"; СТО Газпром-2006 "Инструкция по неразрушающим методам контроля качества сварных соединений при строительстве и ремонте промысловых и магистральных газопроводов"; РДИ 38.18.016-94 "Инструкция по УЗК сварных соединений технологического оборудования"; РД "АК Транснефть"-2006 "Ультразвуковой контроль стенки и сварных соединений при эксплуатации и ремонте вертикальных стальных резервуаров"; РД-19.100.00-КТН-001-10 (взамен 046, с 2010 года) "Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных трубопроводов"; ОСТ-32-100-87 "Ультразвуковой контроль швов сварных соединений мостов, локомотивов и вагонов"; СНиП 3.03.01-87 "Несущие и ограждающие конструкции"; ПБ 03-576-03 "Правила устройства и безопасной эксплуатации сосудов, работающих под давлением"; РД 153-34.1-003-01(РТМ-1С) "Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте энергетического оборудования"; и другим стандартам. Комплект поставки: СОП с зарубками трубный; свидетельство о калибровке (срок действия 3 года).
СОП ступенька ОС3
Материал образцов - сталь СТ20, нержавеющая сталь, алюминиевые сплавы и другие сплавы по требованию заказчика. Линейные размеры стандартного образа предприятия "Ступенька" могут быть изготовлены индивидуально по требованию заказчика. Комплект поставки: образец-ступенька с диапазоном толщин 2,5 - 5 - 7,5 - 10 - 12,5 - 15 - 17,5 - 20 мм. свидетельство о калибровке (срок действия 3 года).
 СОП с зарубками трубный стык до 200 мм - стандартный образец предприятия
СОП с зарубками трубный стык до 200 мм - стандартный образец предприятия
СОП трубные изготавливаются с двумя зарубками, расположенными на внешней и внутренней поверхностях трубы. Геометрические размеры самих СОПов (диаметр и толщина труб) и зарубок определяются нормативно-технической документацией на проведение контроля. Все стандартные образцы поставляются со свидетельствами о калибровке. Образцы изготавливаются из сталей следующих марок: ст.20, ст.3. Возможно изготовление СОП из материалов заказчика, аналогичных материалам контролируемых изделий, и изготовление до 4-х зарубок на образце, по 4-м документам. Все образцы изготавливаются в соответствии с ГОСТ 14782-86 "Контроль неразрушающий. Соединения сварные. Методы ультразвуковые" по следующим нормативным документам: РД 34.17.302-97 (ОП-501 ЦД-97) "Котлы паровые и водогрейные. Трубопроводы пара и горячей воды, сосуды. Сварные соединения. Контроль качества. Ультразвуковой контроль. Основные положения"; РД РОСЭК-001-96 "Машины грузоподъемные. Конструкции металлические. Контроль ультразвуковой. Основные положения"; СТО 00220256-005-2005 "Швы стыковых, угловых и тавровых сварных соединений сосудов и аппаратов, работающих под давлением. Методика ультразвукового контроля"; СНиП 3.05.03-85 (2000) "Тепловые сети"; ВСН 012-88 "Строительство магистральных и промысловых трубопроводов. Контроль качества и приемка работ. Часть 1"; ПБ 03-585-03 "Правила устройства и безопасной эксплуатации технологических трубопроводов"; СТО Газпром-2006 "Инструкция по неразрушающим методам контроля качества сварных соединений при строительстве и ремонте промысловых и магистральных газопроводов"; РДИ 38.18.016-94 "Инструкция по УЗК сварных соединений технологического оборудования"; РД "АК Транснефть"-2006 "Ультразвуковой контроль стенки и сварных соединений при эксплуатации и ремонте вертикальных стальных резервуаров"; РД-19.100.00-КТН-001-10 (взамен 046, с 2010 года) "Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных трубопроводов"; ОСТ-32-100-87 "Ультразвуковой контроль швов сварных соединений мостов, локомотивов и вагонов"; СНиП 3.03.01-87 "Несущие и ограждающие конструкции"; ПБ 03-576-03 "Правила устройства и безопасной эксплуатации сосудов, работающих под давлением"; РД 153-34.1-003-01(РТМ-1С) "Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте энергетического оборудования"; и другим стандартам. Комплект поставки: СОП с зарубками трубный; свидетельство о калибровке (срок действия 3 года).
 СОП с зарубками трубный стык до 100 мм - стандартный образец предприятия
СОП с зарубками трубный стык до 100 мм - стандартный образец предприятия
СОП трубные изготавливаются с двумя зарубками, расположенными на внешней и внутренней поверхностях трубы. Геометрические размеры самих СОПов (диаметр и толщина труб) и зарубок определяются нормативно-технической документацией на проведение контроля. Все стандартные образцы поставляются со свидетельствами о калибровке. Образцы изготавливаются из сталей следующих марок: ст.20, ст.3. Возможно изготовление СОП из материалов заказчика, аналогичных материалам контролируемых изделий, и изготовление до 4-х зарубок на образце, по 4-м документам. Все образцы изготавливаются в соответствии с ГОСТ 14782-86 "Контроль неразрушающий. Соединения сварные. Методы ультразвуковые" по следующим нормативным документам: РД 34.17.302-97 (ОП-501 ЦД-97) "Котлы паровые и водогрейные. Трубопроводы пара и горячей воды, сосуды. Сварные соединения. Контроль качества. Ультразвуковой контроль. Основные положения"; РД РОСЭК-001-96 "Машины грузоподъемные. Конструкции металлические. Контроль ультразвуковой. Основные положения"; СТО 00220256-005-2005 "Швы стыковых, угловых и тавровых сварных соединений сосудов и аппаратов, работающих под давлением. Методика ультразвукового контроля"; СНиП 3.05.03-85 (2000) "Тепловые сети"; ВСН 012-88 "Строительство магистральных и промысловых трубопроводов. Контроль качества и приемка работ. Часть 1"; ПБ 03-585-03 "Правила устройства и безопасной эксплуатации технологических трубопроводов"; СТО Газпром-2006 "Инструкция по неразрушающим методам контроля качества сварных соединений при строительстве и ремонте промысловых и магистральных газопроводов"; РДИ 38.18.016-94 "Инструкция по УЗК сварных соединений технологического оборудования"; РД "АК Транснефть"-2006 "Ультразвуковой контроль стенки и сварных соединений при эксплуатации и ремонте вертикальных стальных резервуаров"; РД-19.100.00-КТН-001-10 (взамен 046, с 2010 года) "Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных трубопроводов"; ОСТ-32-100-87 "Ультразвуковой контроль швов сварных соединений мостов, локомотивов и вагонов"; СНиП 3.03.01-87 "Несущие и ограждающие конструкции"; ПБ 03-576-03 "Правила устройства и безопасной эксплуатации сосудов, работающих под давлением"; РД 153-34.1-003-01(РТМ-1С) "Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте энергетического оборудования"; и другим стандартам. Комплект поставки: СОП с зарубками трубный; свидетельство о калибровке (срок действия 3 года).
 СОП с зарубками плоский из нержавеющей стали толщиной до 20 мм - стандартный образец предприятия
СОП с зарубками плоский из нержавеющей стали толщиной до 20 мм - стандартный образец предприятия
СОП плоские изготавливаются с одной или двумя зарубками. Геометрические размеры самих СОПов (толщина плоских образцов) и зарубок определяются нормативно-технической документацией на проведение контроля. Все стандартные образцы поставляются со свидетельствами о калибровке. Образцы изготавливаются из сталей следующих марок: ст.12Х18Н10Т, ст.08Х18Н10Т. Возможно изготовление СОП из материалов заказчика, аналогичных материалам контролируемых изделий, и изготовление до 4-х зарубок на образце, по 4-м документам. Все образцы изготавливаются в соответствии с ГОСТ 14782-86 "Контроль неразрушающий. Соединения сварные. Методы ультразвуковые" по следующим нормативным документам: РД 34.17.302-97 (ОП-501 ЦД-97) "Котлы паровые и водогрейные. Трубопроводы пара и горячей воды, сосуды. Сварные соединения. Контроль качества. Ультразвуковой контроль. Основные положения"; РД РОСЭК-001-96 "Машины грузоподъемные. Конструкции металлические. Контроль ультразвуковой. Основные положения"; СТО 00220256-005-2005 "Швы стыковых, угловых и тавровых сварных соединений сосудов и аппаратов, работающих под давлением. Методика ультразвукового контроля"; СНиП 3.05.03-85 (2000) "Тепловые сети"; ВСН 012-88 "Строительство магистральных и промысловых трубопроводов. Контроль качества и приемка работ. Часть 1"; ПБ 03-585-03 "Правила устройства и безопасной эксплуатации технологических трубопроводов"; СТО Газпром-2006 "Инструкция по неразрушающим методам контроля качества сварных соединений при строительстве и ремонте промысловых и магистральных газопроводов"; РДИ 38.18.016-94 "Инструкция по УЗК сварных соединений технологического оборудования"; РД "АК Транснефть"-2006 "Ультразвуковой контроль стенки и сварных соединений при эксплуатации и ремонте вертикальных стальных резервуаров"; РД-19.100.00-КТН-001-10 (взамен 046, с 2010 года) "Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных трубопроводов"; ОСТ-32-100-87 "Ультразвуковой контроль швов сварных соединений мостов, локомотивов и вагонов"; СНиП 3.03.01-87 "Несущие и ограждающие конструкции"; ПБ 03-576-03 "Правила устройства и безопасной эксплуатации сосудов, работающих под давлением"; РД 153-34.1-003-01(РТМ-1С) "Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте энергетического оборудования"; и другим стандартам. Комплект поставки: СОП с зарубками плоский из нержавеющей стали; свидетельство о калибровке (срок действия 3 года).
 СОП с зарубками плоский толщиной свыше 20 мм - стандартный образец предприятия
СОП с зарубками плоский толщиной свыше 20 мм - стандартный образец предприятия
СОП плоские изготавливаются с одной или двумя зарубками. Геометрические размеры самих СОПов (толщина плоских образцов) и зарубок определяются нормативно-технической документацией на проведение контроля. Все стандартные образцы поставляются со свидетельствами о калибровке. Образцы изготавливаются из сталей следующих марок: ст.20, ст.3, ст.09Г2С. Возможно изготовление СОП из материалов заказчика, аналогичных материалам контролируемых изделий, и изготовление до 4-х зарубок на образце, по 4-м документам. Все образцы изготавливаются в соответствии с ГОСТ 14782-86 "Контроль неразрушающий. Соединения сварные. Методы ультразвуковые" по следующим нормативным документам: РД 34.17.302-97 (ОП-501 ЦД-97) "Котлы паровые и водогрейные. Трубопроводы пара и горячей воды, сосуды. Сварные соединения. Контроль качества. Ультразвуковой контроль. Основные положения"; РД РОСЭК-001-96 "Машины грузоподъемные. Конструкции металлические. Контроль ультразвуковой. Основные положения"; СТО 00220256-005-2005 "Швы стыковых, угловых и тавровых сварных соединений сосудов и аппаратов, работающих под давлением. Методика ультразвукового контроля"; СНиП 3.05.03-85 (2000) "Тепловые сети"; ВСН 012-88 "Строительство магистральных и промысловых трубопроводов. Контроль качества и приемка работ. Часть 1"; ПБ 03-585-03 "Правила устройства и безопасной эксплуатации технологических трубопроводов"; СТО Газпром-2006 "Инструкция по неразрушающим методам контроля качества сварных соединений при строительстве и ремонте промысловых и магистральных газопроводов"; РДИ 38.18.016-94 "Инструкция по УЗК сварных соединений технологического оборудования"; РД "АК Транснефть"-2006 "Ультразвуковой контроль стенки и сварных соединений при эксплуатации и ремонте вертикальных стальных резервуаров"; РД-19.100.00-КТН-001-10 (взамен 046, с 2010 года) "Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных трубопроводов"; ОСТ-32-100-87 "Ультразвуковой контроль швов сварных соединений мостов, локомотивов и вагонов"; СНиП 3.03.01-87 "Несущие и ограждающие конструкции"; ПБ 03-576-03 "Правила устройства и безопасной эксплуатации сосудов, работающих под давлением"; РД 153-34.1-003-01(РТМ-1С) "Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте энергетического оборудования"; и другим стандартам. Комплект поставки: СОП с зарубками плоский; свидетельство о калибровке (срок действия 3 года).
 СОП с зарубками плоский толщиной до 20 мм - стандартный образец предприятия
СОП с зарубками плоский толщиной до 20 мм - стандартный образец предприятия
СОП плоские изготавливаются с одной или двумя зарубками. Геометрические размеры самих СОПов (толщина плоских образцов) и зарубок определяются нормативно-технической документацией на проведение контроля. Все стандартные образцы поставляются со свидетельствами о калибровке. Образцы изготавливаются из сталей следующих марок: ст.20, ст.3, ст.09Г2С. Возможно изготовление СОП из материалов заказчика, аналогичных материалам контролируемых изделий, и изготовление до 4-х зарубок на образце, по 4-м документам. Все образцы изготавливаются в соответствии с ГОСТ 14782-86 "Контроль неразрушающий. Соединения сварные. Методы ультразвуковые" по следующим нормативным документам: РД 34.17.302-97 (ОП-501 ЦД-97) "Котлы паровые и водогрейные. Трубопроводы пара и горячей воды, сосуды. Сварные соединения. Контроль качества. Ультразвуковой контроль. Основные положения"; РД РОСЭК-001-96 "Машины грузоподъемные. Конструкции металлические. Контроль ультразвуковой. Основные положения"; СТО 00220256-005-2005 "Швы стыковых, угловых и тавровых сварных соединений сосудов и аппаратов, работающих под давлением. Методика ультразвукового контроля"; СНиП 3.05.03-85 (2000) "Тепловые сети"; ВСН 012-88 "Строительство магистральных и промысловых трубопроводов. Контроль качества и приемка работ. Часть 1"; ПБ 03-585-03 "Правила устройства и безопасной эксплуатации технологических трубопроводов"; СТО Газпром-2006 "Инструкция по неразрушающим методам контроля качества сварных соединений при строительстве и ремонте промысловых и магистральных газопроводов"; РДИ 38.18.016-94 "Инструкция по УЗК сварных соединений технологического оборудования"; РД "АК Транснефть"-2006 "Ультразвуковой контроль стенки и сварных соединений при эксплуатации и ремонте вертикальных стальных резервуаров"; РД-19.100.00-КТН-001-10 (взамен 046, с 2010 года) "Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных трубопроводов"; ОСТ-32-100-87 "Ультразвуковой контроль швов сварных соединений мостов, локомотивов и вагонов"; СНиП 3.03.01-87 "Несущие и ограждающие конструкции"; ПБ 03-576-03 "Правила устройства и безопасной эксплуатации сосудов, работающих под давлением"; РД 153-34.1-003-01(РТМ-1С) "Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте энергетического оборудования"; и другим стандартам. Комплект поставки: СОП с зарубками плоский; свидетельство о калибровке (срок действия 3 года).
 СО-4 - стандартный образец
СО-4 - стандартный образец
Отличительные особенности: Изготовлен из стали марки 20 по ГОСТ 14637. Геометрические размеры соответствуют требованиям ГОСТ 18576. Комплект поставки: образец СО-4; паспорт; свидетельство о поверке; упаковка.
 СО-3Р - стандартный образец
СО-3Р - стандартный образец
Отличительные особенности: Изготовлен из стали марки 20 или из стали марки 3 по ГОСТ 14637. Скорость распространения продольной волны в материале образца при температуре 20±5 °С составляет 5900±118 м/с. На боковую поверхность образца нанесена шкала значений угла ввода луча от 0° до 70°. Геометрические размеры соответствуют требованиям ГОСТ 18576. Комплект поставки: образец СО-3Р; паспорт; свидетельство о калибровке; упаковка.
 СО-1 - стандартный образец
СО-1 - стандартный образец
Производится по стандарту: ГОСТ 14782-86; ТУ 25-06.1847-78. Отличительные особенности: Изготовлен из органического стекла по ГОСТ 17622. Скорость распространения продольной ультразвуковой волны на частоте 2,5±0,2 МГц при температуре 20±5 °С 2670 м/с, Δ = ± 113 м/с. Время распространения ультразвуковых колебаний в прямом и обратном направлениях 20±1 мкс. Глубина залегания цилиндрических отражателей Ø 2,0 мм от 5 до 55 мм. К20 = -3,0 дБ. К50 = -29,0 дБ. Комплект поставки: образец СО-1; паспорт; свидетельство о поверке; упаковка.
СОП ступенька ОС7
Материал образцов - сталь СТ20, нержавеющая сталь, алюминиевые сплавы и другие сплавы по требованию заказчика. Линейные размеры стандартного образа предприятия "Ступенька" могут быть изготовлены индивидуально по требованию заказчика. Комплект поставки: образец-ступенька с диапазоном толщин 0,5 - 1 - 2 - 3 - 5 - 6 - 8 - 10 мм; свидетельство о калибровке (срок действия 3 года).
 СОП ступенька ОС6
СОП ступенька ОС6
Материал образцов - сталь СТ20, нержавеющая сталь, алюминиевые сплавы и другие сплавы по требованию заказчика. Линейные размеры стандартного образа предприятия "Ступенька" могут быть изготовлены индивидуально по требованию заказчика. Комплект поставки: образец-ступенька с диапазоном толщин 10 - 15 - 20 - 30 - 50 - 75 мм; свидетельство о калибровке (срок действия 3 года).
СОП ступенька ОС5
Материал образцов - сталь СТ20, нержавеющая сталь, алюминиевые сплавы и другие сплавы по требованию заказчика. Линейные размеры стандартного образа предприятия "Ступенька" могут быть изготовлены индивидуально по требованию заказчика. Комплект поставки: образец-ступенька с диапазоном толщин 40 - 50 - 60 - 70 - 80 - 100 мм; свидетельство о калибровке (срок действия 3 года).
 СОП ступенька ОС2
СОП ступенька ОС2
Материал образцов - сталь СТ20, нержавеющая сталь, алюминиевые сплавы и другие сплавы по требованию заказчика. Линейные размеры стандартного образа предприятия "Ступенька" могут быть изготовлены индивидуально по требованию заказчика. Комплект поставки: образец-ступенька с диапазоном толщин 0,5 - 1 - 2 - 3 - 4 - 6 - 8 - 10 мм. свидетельство о калибровке (срок действия 3 года).
 СОП ступенька ОС1
СОП ступенька ОС1
Материал образцов - сталь СТ20, нержавеющая сталь, алюминиевые сплавы и другие сплавы по требованию заказчика. Линейные размеры стандартного образа предприятия "Ступенька" могут быть изготовлены индивидуально по требованию заказчика. Комплект поставки: образец-ступенька с диапазоном толщин 1 - 2,5 - 5 - 7,5 - 10 - 15 мм. свидетельство о калибровке (срок действия 3 года).
 Стандартный образец СО-2
Стандартный образец СО-2
Стандартный образец СО 2 – эталон, предназначенный для поверки и калибровки глубиномеров и ультразвуковых дефектоскопов. Изделие изготовлено из стали марки 20 с низким содержанием углерода и легирующих добавок. Размеры самого образца и контрольных отверстий регламентируются ГОСТ Р 55724-2013. Сфера применения эталона со 2 – настройка, поверка и калибровка приборов для дефектоскопии изделий из мелкозернистых низкоуглеродистых сталей и определения их условной чувствительности для продукции из любых конструкционных материалов. Особенности Определение минимальной глубины или ”мертвой зоны” устройств для дефектоскопии. Настройки предельной и условной чувствительности. Определение погрешности приборов для измерения глубины, настройка глубиномеров. Определение угла ввода ультразвукового луча. Комплект поставки стандартный образец СО-2; паспорт образца; свидетельство о поверке стандатрного образца. Мы предлагаем эталонные образцы СО 2 по выгодным ценам. Чтобы купить изделие, звоните по указанному телефону. Свидетельство о поверке поставляется в комплекте с мерой со 2.